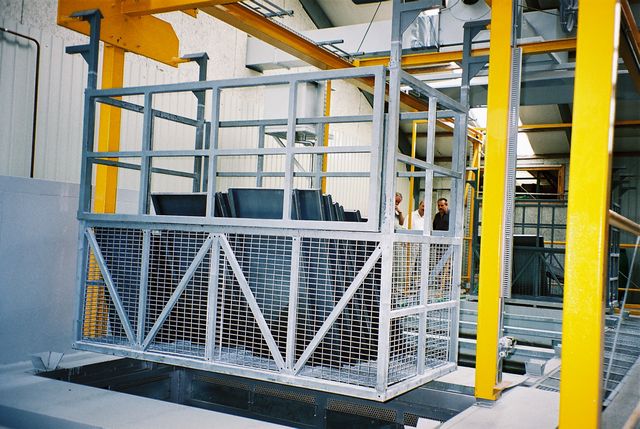
A kádas előkezelő berendezés egy takt üzemű rendszer. A munkadarabokat a feladó helyen egy kosárba, vagy egy akasztékra kell felhelyezni. A rendszer automatizálásától függően, egy kézi vezérlésű futómacska, vagy teljesen automatikus PLC vezérelt daru (átrakó gép) viszi végig az akasztékokat az előkezelő soron.
Az előkezelési technológiát mindig az adott feladat, a munkadarab tulajdonságai és elvárt minőségi fok alapján választjuk meg. A technológia kiválasztását a vegyszergyártókkal (Metalchem, Chemetall, Henkel) egyeztetve végezzük. Igény, és a feladat nagyságát figyelembe véve lehetőség van az adott munkadarabok előkezelési próbáját elvégezni a javasolt technológiai sorral. A próba elvégzése után laborvizsgálattal meg lehet állapítani, hogy az adott technológiai sor megfelelő-e, így a lehető legjobb előkezelési minőséget tudjuk elérni.
A kádak anyaga lehet:
Ha a kezelő hőmérséklet nem magas (kisebb, mint 65 ℃) a műanyag tökéletesen helyettesíti a saválló acélt is és árban sokkal kedvezőbb megvalósítást tesz lehetővé.
A kádas előkezelő rendszereket alapvetően két csoportba oszthatjuk:
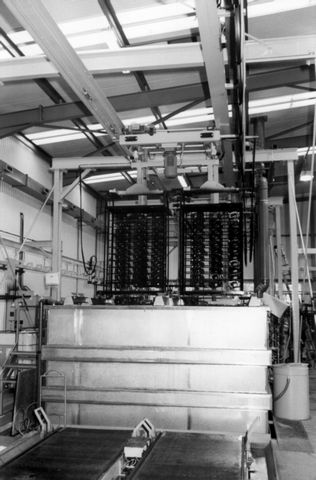
A kézi rendszert általában kisebb darabszámra, valamint egyszerű technológiai sor esetében szoktuk javasolni. Ez nem jelenti azt, hogy egy egyszerű rendszert nem lehet automatizálni, de mindenképpen vizsgálni kell, hogy mi a leggazdaságosabb megoldás. Kézi rendszernél a feladó helyen általában kézzel pakolják fel az akasztékra (vagy a kosárba) a darabokat, majd egy futómacska segítségével a technológiai folyamatot végig követve a dolgozó az egyik kádból a másikba rakja a kosarakat, akasztékokat. Egy ilyen rendszernél a kezelő személyzetnek kulcsszerepe van, hisz a technológiai idők betartásáért, a pontos pozícionálásokért, a rendszer ellenőrzéséért és folyamatos felügyeletét is el kell végezze. Ezért a kézi rendszer alkalmazása rendkívül megnöveli a kezelési időket.
Az automata rendszer a részben automatizálttól a teljesen automatizált fokig választható. Egy automata rendszernél a kosarak (akasztékok) mozgatását már PLC vezérelt daru(k) végzi(k). Ebben az esetben a kezelő személyzet feladata az automatizálás fokától függően csak az ellenőrző felügyelet lesz, tehát a folyamatba nem kell beavatkoznia. A darukat, a pozícionálást, fűtéseket, szelepnyitásokat, zárásokat gyakorlatilag mindent az előre megírt program és érzékelők segítségével lehet vezérelni. Még a munkadarab feladás is automatizálható lehet, ha azok egy anyagmozgató rendszeren érkeznek és a daru erről szedi le és teszi be a kádakba az akasztékot.
 Magyar
Magyar
 English
English Deutsch
Deutsch


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}